一,、說(shuō)明
適用于電纜線與構(gòu)筑物的鋁熱焊接。根據(jù)實(shí)際情況準(zhǔn)備工具,,為方便安裝,,可以使用您認(rèn)為更為方便可靠的工具,。如有疑問(wèn)請(qǐng)聯(lián)系本公司。
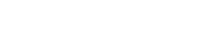
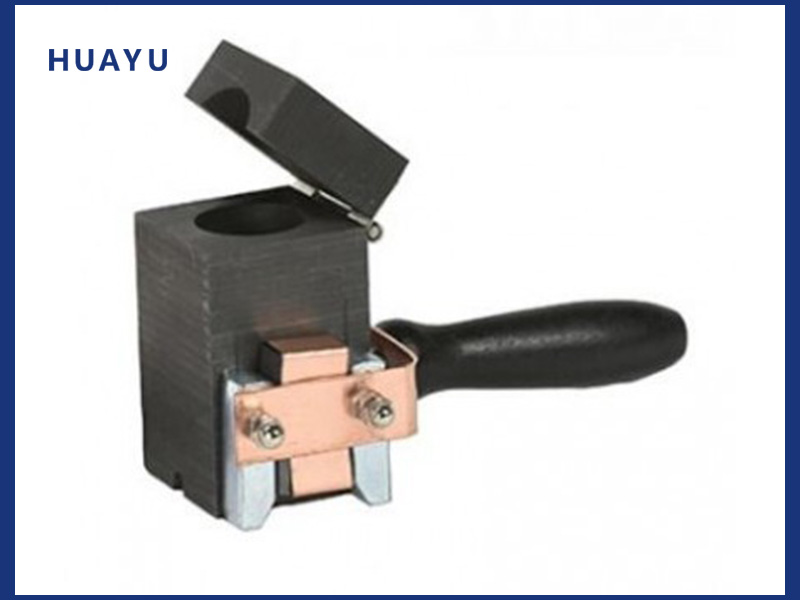
二,、工具

1.鋁熱焊劑(銀色大包),;2.引火粉(銀色小包);3.金屬墊片(銀色圓片),;
4.鋁熱焊專用模具,;5.打火槍;6.鑿子,、鐵錘,、砂紙;7.鋼刷,、毛刷,;
三、步驟
第1步:破壞管道表面防腐層,,除銹,、去污。
一般管道表面有不同防腐層,,首先用鑿子在焊接點(diǎn)破壞一定面積的防腐層(大約 80*80mm2,,視模具大小而定,破壞面積要比模具底部面積稍大),,露出
管道金屬表面,,并除銹打磨,要求表面干燥無(wú)油脂(如果有銹跡,、油脂則焊接不牢固),。

第2步:剝掉電纜的絕緣 保護(hù)層,露出長(zhǎng)約 35mm
左右的一段銅芯,。銅芯露 出的長(zhǎng)度根據(jù)模具大小而 定,,規(guī)格大的模具,孔槽 的長(zhǎng)度會(huì)稍長(zhǎng),;銅芯的長(zhǎng)
度以通過(guò)孔槽,,通過(guò)圓孔為準(zhǔn)。
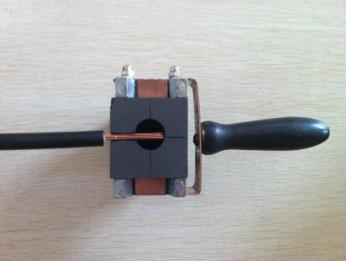
第3步:模具底部(留有電纜孔槽的一面)緊貼住除銹的管屬面,, 將電纜插入模具底部孔槽,。
第4步:打開(kāi)頂部蓋子,將金屬墊片放入模具,,堵住其內(nèi)孔,。金 屬墊片成凹凸?fàn)睿?/span> 注意:將凸出一面朝下,放入模具內(nèi)孔。
第5步:剪開(kāi)鋁熱焊劑(大包),,倒入內(nèi)孔,。因?yàn)榉庞袎|片,所 以鋁熱焊劑不會(huì)漏下來(lái),。
第6步:剪開(kāi)引火粉(小包),,倒入內(nèi)孔,以及模具邊沿上少許 (以便打火槍引燃),。
第7步:將模具蓋蓋好,,用點(diǎn)火槍點(diǎn)燃引火粉,。
第8步:引火粉引燃焊劑,,焊劑燃燒后把墊片融化成液體,順著內(nèi)孔流下到銅芯電纜,。
第9步:15 秒后起模具,,清渣,焊接成功,。用鋼刷,、毛刷等工具清除模具內(nèi)殘?jiān)?/span>以備下次使用。
第10步:焊接完后,,請(qǐng)鐵錘敲擊看是否焊接牢固,,若不牢固,需要重新焊接,。

注意事項(xiàng):
1.操作環(huán)境切記要通風(fēng)良好,,周邊 5 米內(nèi)沒(méi)有易燃易爆物品。
2.引火粉引燃時(shí),,務(wù)必將其他焊劑和引火粉以及可能燃燒的物品遠(yuǎn)離 引燃處放置,。
3.人切勿處于模具蓋正面,以免受傷,。
4.焊劑及引火粉切忌受潮,,受潮后應(yīng)安全廢棄,切勿烘烤使用,。
5.焊接時(shí),,人員不準(zhǔn)圍聚;操作工需佩戴安全勞保工具,,避免受傷,。